
WAMGROUP













Screw Conveyors & Feeders
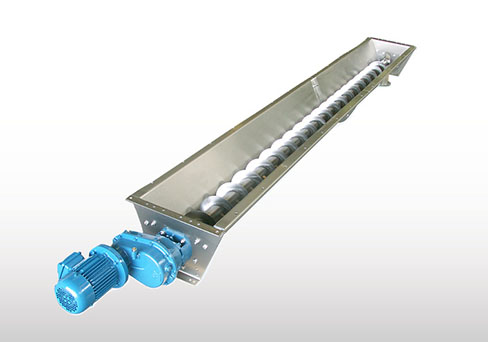
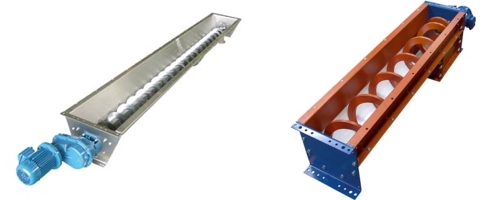
The modular CX Trough Screw Conveyor system is highly versatile. CX Screw Conveyors are manufactured from stainless steel with surface finishing grade suitable for the application. Fabrication of the troughs is carried out on machines ensuring perfectly smooth surfaces which is why material residue is reduced to the minimum.
CX Trough Screw Conveyors are made up of a U or V-shaped trough equipped with at least one outlet spout, an end plate at each trough end, helicoid screw flighting welded on a centre pipe with coupling bush at each end, two end bearing assemblies complete with adjustable shaft seal, a number of intermediate hanger bearings depending on the overall length of the screw conveyor, and bolted trough covers. Furthermore, CX Trough Screw Conveyors are equipped with a gear motor appropriate for the application.
EASYCLEAN are specialised Screw Conveyors and Feeders entirely manufactured from stainless steel.
They consist of a tubular housing equipped with at least one inlet and outlet spout, one end plate at the drive end to carry end bearing assembly and drive unit, a tube cover plate complete with screw fixing locator for support of the screw at the end opposite the drive unit, a rotating screw with a shaft coupling bush at each end, a gear motor with integrated end bearing assembly complete with adjustable shaft seal in accordance with the requirements of the application.
Mechanical Conveyors
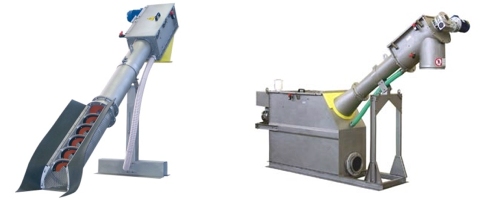
The NST Belt Conveyor is supplied as a bag feeding accessory for RSA Automatic Bag Splitters. Bags are placed on the conveyor belt following the instructions in the Operation & Maintenance Manual of the RSA Automatic Bag Splitter. The conveyor design ensures perfect grip of the bags and an optimum feed position into the RSA inlet.
In various industries WAMGROUP member RONCUZZI has set new standards in the use of innovative materials for the key components of their Chain Conveyors. Specialised for conveying cereals, flour or similar materials, TCG Chain Conveyors enable material discharge in different points through intermediate outlet spouts, equipped with electrically operated slide valves especially designed for this purpose.
Apart from various industrial processes, TCG Chain Conveyors are widely used in storage plants for cereals and similar products. Chain or Drag Conveyors are designed for conveying dry solids such as free flowing powders, granules, pellets and flakes.

The hot-galvanised, flanged casing consists of a tail and a head section, as well as a number of modular intermediate sections. The tail and the head section contain drag and transmission rollers. The design facilitates assembly and maintenance.
Rotary Valves - Rotary Feeders

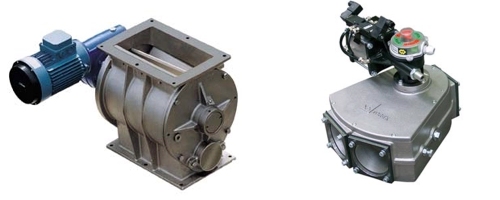
RV Drop-Through Rotary Valves with square and RVR with circular inlet consist of a tubular cast iron or stainless steel casing, a horizontally mounted rotor with a certain number of V-shaped cross section compartments, a drive unit and a casing cover opposite the drive end.
RV/RVR Rotary Valves are designed for maximum versatility in application. They are suitable for controlled discharging and feeding of powdery or granular materials from silos, hoppers, pneumatic conveying systems, bag filter houses, or cyclones.
RVS Blow-Through Rotary Valves consist of a tubular cast iron or stainless steel casing, a horizontally mounted rotor with a certain number of oblique V-shaped cross section compartments, a drive unit and a casing cover at each end.
Two compartments at a time of the continuously turning rotor are filled up with material entering through the inlet at the top of the Rotary Valve. After less than half a turn material falls through the bottom outlet into an air stream passing through a pneumatic conveying pipeline connected with the bottom part of the Rotary Valve.
Valves
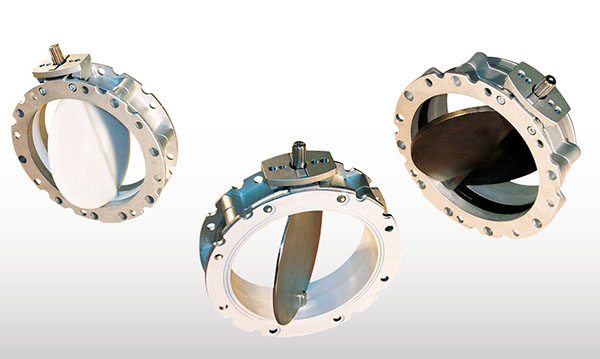
VFS Butterfly Valves consist of two high-pressure aluminium alloy die-cast semi-bodies, a SINT polymer composite or cast iron swivel disc, and a pre-stressed elastomer seal.
For the food industry a version with stainless steel disc and an FDA/EN-approved, integral seal is available.
While V1FS has a top flange and beaded bottom section – suitable for the attachment of a flexible sleeve – V2FS comes with identical top and bottom flange.
To close silos, hoppers or bins containing powders or granules, VFS Butterfly Valves range among the most widely used equipment worldwide.
What used to be custom-built items for specific applications, WAM has turned into a mass-produced, industrial product with features that allow extremely versatile use.
VFS Butterfly Valves are used in all types of powder and granular material processing plants where interception of gravity-fed or pneumatically conveyed dry materials is required. They are fitted beneath hoppers, bins, silos, screw or other type conveyors, or to intercept pneumatic conveying ducts. Due to their special design and engineering materials used, they represent a particularly cost-effective yet most efficient solution.
Bulk Solids Dischargers
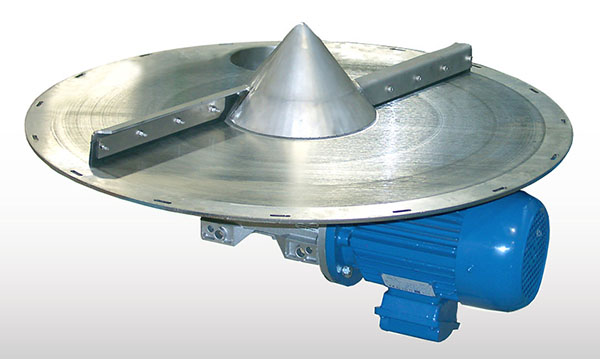
BINSWEEP is a device by which powders or granular materials are discharged from small size bins or hoppers provided there is low headload. Flanged on the outlet of the bin or hopper, BINSWEEP has a bottom disc equipped with two rotating arms fixed at its centre. Rubber scrapers are fitted on the lower end of the arms that move the material towards an outlet in the bottom plate. A gear motor that applies motion to the rotary arms is mounted outside in the bottom centre of the disc.
The BINSWEEP Rotary Discharger is an efficient discharging device for a variety of powders and granular materials. It is applicable to small bins or hoppers. Its low height reduces the overall dimensions of the system layout. Silent operation is guaranteed by rubber scrapers. BINSWEEP is frequently used for recovery of dust from medium-size dust collectors.
BINSWEEP solves space problems where bulk solids are emptied from bags and transferred to some downstream processing equipment. While bags can be ripped and tipped in a comfortable work position, BINSWEEP ensures accurate, minimum residue discharging of bulk solids.
Air Filters
The WAMFLO Dust Collector range is the result of WAM’s decades of experience in dust filtration technology. Since it went into production shortly after the turn of the millennium, tens of thousands of units have left the Group’s manufacturing plants all over the world. In diverse configurations WAMFLO has proved to be suitable for a variety of applications in virtually all industries.
WAMFLO Dust Collectors are equipped with a cylindrically shaped stainless steel body and flanged bottom ring which contains vertically mounted filter elements of various types including the high efficiency POLYPLEAT. An air jet filter element cleaning system is integrated in the hinged top cover.
WAMFLO Dust Collectors are available with or without suction fan. As an option for applications with top-mounted suction fan or in case of limited headroom, WAMFLO can be equipped with a large front door which facilitates access to the filter elements in case of inspection or maintenance.

In the food-grade version WAMFLO comes in a zero dust residue design. WAMFLO is supplied with an integrated modular electronic panel able to manage cleaning cycles according to the specific requirements of the work process. It is suitable for operation in explosive environments.
Pipe Connections

GT Couplings are designed to join together two plain pipe ends on the same horizontal axis in a safe, quick and rigid way.
GT Pipe Couplings consist of two cast iron semi-casings with heavy-duty jaws set into the casing halves to secure the pipes together in a safe, quick and rigid way. The two semi-casings are joined together by strong bolts and nuts positioned on the two ends.
Sealing is ensured by gaskets made from EPDM or food-grade SILICONE.
GT Couplings are designed to join together two plain pipe ends on the same horizontal axis in a safe, quick and rigid way. The jaws set into the casing ensure solid grip and prevent the pipes from pulling out.
Among WAMGROUP’s range of components for pneumatic conveying systems, different types of Pipe Elbows manufactured from innovative, highly wear-resistant SINT engineering polymer occupy an important place.
Level & Pressure Monitoring
ILT-type Bin Level Indicators are designed for electric signalling by rotary action of minimum or maximum material level inside bins, hoppers or silos.
As soon as the material level reaches the measuring paddle rotation is blocked. As soon as the material level sinks below the paddle radius, rotation restarts activating other system components. The top or side-mounted indicators are commonly used for powdery and granular materials.
ILS is a Continuous Level Measurement System for all kinds of powdery or granular material stored in silos or containers. The feel weight of the ILS-system moves, microprocessor-controlled, down into the container. Upon impact on the bulk material it is pulled back to its upper stop position. By capturing the distance that the feel weight has covered the material level is measured.

ILV-type Bin Level Indicators are designed for electric signalling by fork vibration of minimum or maximum material level inside bins, hoppers or silos. The ILV device is used for level monitoring in all types of bins or silos and for all kinds of powders or granular materials.
Loading Bellows
BELLOJET ZA Loading Bellows are used for efficient, dust-controlled loading of dry, dusty bulk solids into tankers. The spouts are provided with inner tapered cones to contain the flow of material and an outer double bellows to provide for dust removal. At the lower end of the Loading Bellows, a SINT engineering polymer-coated cone with special sealing properties is provided for connection to the tanker.
First the Loading Bellows is lowered from stand-by position towards the inlet spout of the tanker. As soon as the bellows outlet cone settles on the inlet spout of the tanker, the slack cable switch mounted outside the transmission box stops lowering of the bellows.
The limit switch inside the transmission box stops both full extension and contraction of the bellows. Material loading is started by opening the silo outlet valve.
During filling of the tanker, the polymer coating of the outlet cone acts as a perfect dust seal. At the same time the filter fan continuously sucks dust through the external bellows into the integrated filter cartridges in the upper section of the unit exhausting excess air.
Mixers
Continuous and Batch-type Horizontal Single Shaft Mixers offered by WAMGROUP’s MAP Division reflect the high quality of solutions originating from profound know-how in process technology, from individual tuning of machine components in compliance with the mixed product, as well as from the selection of specific materials in conjunction with state-of-the-art manufacturing technologies.
WBH Horizontal Single Shaft Batch Mixers consist of a mixing drum vessel with an inlet, an outlet with discharge valve and a venting spout, a full material mixing shaft, two drum closing end plates that carry flanged end bearing assemblies complete with integrated air or gas-purged shaft seals, and a drive unit complete with power transmission.
Ploughshare or inclined blade-type shovel tools rotate as mixing tools in a special arrangement on the mixer shaft in a horizontal, cylindrical drum vessel.

The result is a turbulence in the mix that constantly involves all the product particles in the mixing process. The formation of dead spots or slow-movement zones in the mixing drum is prevented ensuring precise mixing. In some cases, to obtain the desired mixing effect, separately driven high-speed choppers can be installed.
Jobsite Equipment

WAMGROUP was the first manufacturer to introduce SINT engineering polymer technology developed by the Group’s R&D centre for WETMIX Mortar Mixers. This has led worldwide to most efficient and economic job site operation.
WETMIX V05 is a modular, continuous building site mixer for dry premixed mortar or plaster which can be easily handled by one person only. The mixer is gravity flood-fed from a silo or hopper.
The SINT engineering polymer mixing chamber is externally supported by four carbon steel bars which makes the complete mixer lightweight and easy to handle.
The dry premixed material is fed from a silo and transferred by the feeder screw into the mixing zone where water is added to produce wet mortar ready for processing. Thanks to the SINT engineering polymer design, daily self washing of the inside of the mixer is carried out in less than two minutes.
Waste Water Treatment Equipment
in 1978 WAMGROUP started manufacturing PA-type Archimedean Water Screw Pumps. By the mid 1980s the Company had gained a leading position among European manufacturers due to the acquired know-how and expertise in production technology.
Only logistic problems could stop the factory topping their triple pitch 3.2 metre diameter, 21 metre long, and more than 20 ton weighing monster powered by a 370 kW drive supplied in 1984 to a municipal waste water treatment plant in Rome.
In recent years the demand for Water Screw Pumps has increased again after a temporary slump in the 1990s. In spring 2014, RONCUZZI set a new record producing three Archimedean screws having a diameter of 4 metres each.

Archimedean Water Screw Pumps are a special type of volumetric pump, able to satisfy users’ requirements as regards favourable investment and running costs, flexibility and reliability. In these machines the flow rate varies automatically depending on how much the screw is submersed. The flow rate can be modified by adjusting the speed without moving its yield too far from the maximum value.
Screw Separators
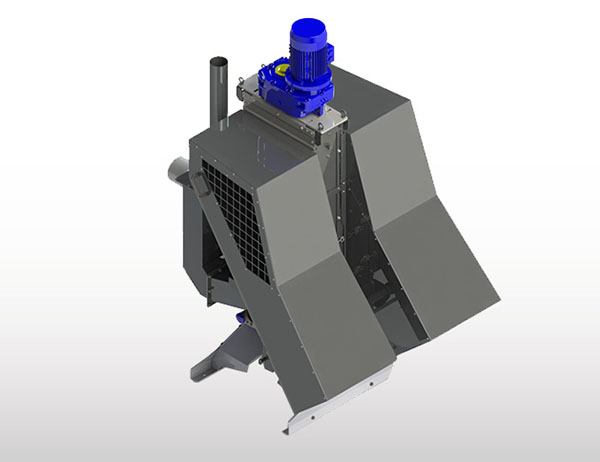
SEPCOM Screw Separators by WAMGROUP are the ideal solution to issues regarding solids-liquid separation for digestate in biogas plants, for manure in livestock breeding, and for waste materials in a large number of industries.
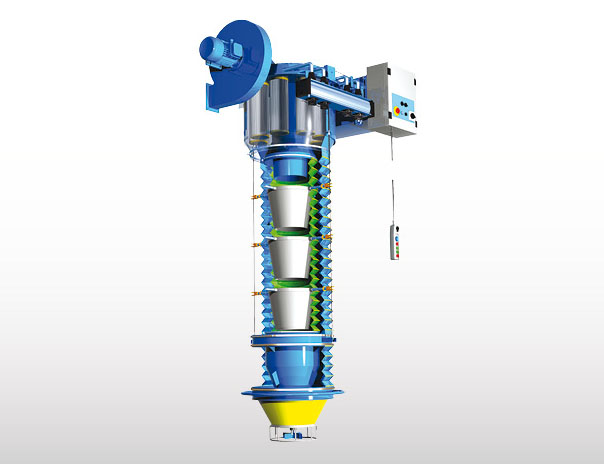
The SEPCOM 0150V is a solids-liquid screw press separator. The feeding section is provided with a compensator tank and overflow outlet. It is designed to enable the material to directly flow into the separation module. The inlet is positioned at the bottom side of the machine.
The separation and conveying section consists of two vertical contra-rotating conveyor screws inside a screen which lets the liquid phase pass while the conveyor screws lift the solid phase up into the compacting module.
The compacting module consists of a counter-pressure diaphragm that compacts the solid material which is then discharged through two special chutes.
SEPCOM Vertical is a solids-liquid separating machine including two vertical screws manufactured from SINT engineering polymer. The special design of the machine ensures there is no clogging and no loss of the solids plug during operation. Performing separation by both gravity and mechanical compression, the machine is designed to separate the liquid phase from the solid phase of a wide range of materials such as sludge, sewage, manure, vegetable and fruit processing waste and, in general, solids-liquid mixtures in which the percentage of liquid inside the solids may differ considerably. The separated solid phase and liquid phase can both be easily and cheaply handled.
Energy Generation Equipment
Under the RONCUZZI brand WAMGROUP designs and manufactures Hydrodynamic Screws for the production of green electric energy. Naturally downward flowing water starts the Hydrodynamic Screw which transforms hydropower into electric energy.
Inspired by the Archimedes screw, which traditionally has been used for lifting water, the Hydrodynamic Screw reverses the principle and exploits the difference of potential energy of water between two different points on its downhill course.
The water, naturally flowing from its highest point, starts the Hydrodynamic Screw which transforms hydropower into electrical energy.

Hydrodynamic Screws exploit waterfalls of limited height and moderate flow rates ensuring an efficiency that cannot be matched by any other type of turbine.